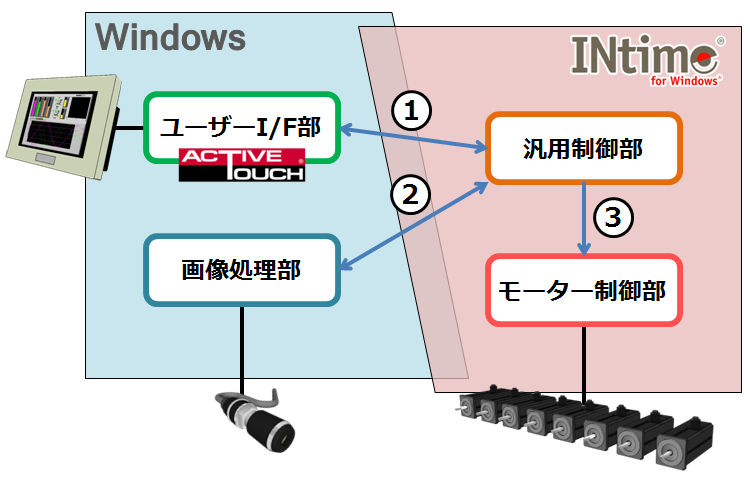
メインコントローラを『工業用PC+INtime®』へ
メインコントローラとして、高速なCPUを搭載した工業用PCを採用することで、PLCやマイコンと比較して処理能力が格段に向上。また、INtime®を導入することでリアルタイム制御を行いながらWindows標準機能の音声再生やネットワーク共有等を利用可能。
各種制御装置を『汎用拡張ボード』へ
メインコントローラに汎用拡張ボードを組込むことで、モータ制御や画像処理を集約可能。これまで必要だった専用装置の配置スペースが不要となり、装置の小型化・軽量化および大幅なコスト削減に貢献。
プログラマブル表示器を『ACTIVE TOUCH』へ
市販の安価なタッチパネルや液晶ディスプレイを利用可能。データ通信には共有メモリを使うため処理速度が高速化される。